






球墨铸铁管比普通管道装置更简略方便,且装置后表里承压力更好。从密闭性和防腐性上来看,球墨铸铁管的密闭性更好,也能够通过多种防腐手法进步防腐蚀功能;从水力功能来看,因球墨管标准一般指内径,由于同等标准条件下,球墨管能完成更大的径流量;从综合装置维护造价来看。 球墨铸铁管有着愈加优胜的性价比。球墨铸铁管的首要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。
与 标准球墨铸铁管比较,国标球墨铸铁管是依照 规定的外径和壁厚生产的,具有一定的局限性。因此,为了补偿 标准球墨铸铁管的不足,生产了非标准球墨铸铁管。与普通管材相比。

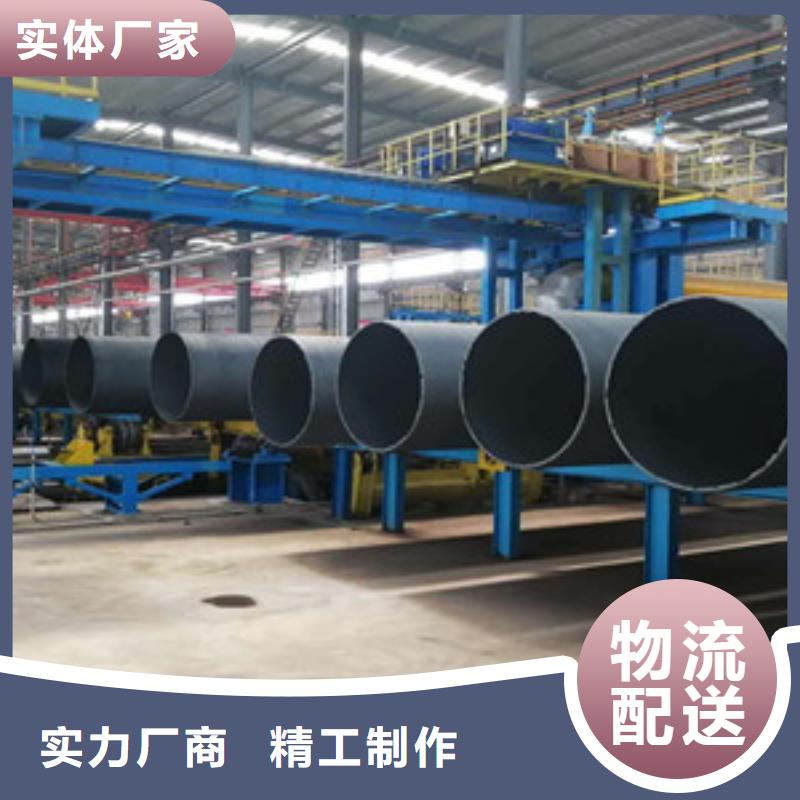
球墨管有着更加优越的性价比。球墨铸铁管的首要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。 合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,特别是小口径的管子可以适当降低加热段炉气温度。球墨铸铁管件从水力功能来看,因球墨管标准一般指内径,如DN500指管道内径为500mm。PE管标准一般指外径,由于同等标准条件下,球墨管能完成更大的径流量;从综合装置保护造价来看。
球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。
把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。
球墨铸铁管确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则。
